A vacuum-packed bag is not the easiest object for a robotic gripper to handle. The surface may flex, the shape can vary, and the heavy contents may shift during lifting, causing a traditional vacuum cup gripper to lose its hold. In many production environments, this means that one employee stands at the end of the line performing the same transfer task shift after shift. In this blog, we explain how Probot solved the problem by designing a conveyor gripper, and how it changed the customer’s daily operations.
Imagine a worker standing at the final stage of a production line, performing the same transfer task one shift after another. They lift a vacuum-packed bag from the line and place it on a pallet or into a basket. When a three-kilogram bag is moved by hand every ten seconds, a single shift easily involves over 2,000 lifts.
The task may not be physically heavy, but continuous repetition creates ergonomic strain and can feel monotonous over time. In addition, the step ties up one worker in a task that should, in principle, be easy to automate. The challenge arises when automation is attempted using traditional robotic grippers.
In industrial robotics, one of the most common gripping solutions is the vacuum cup gripper, which works well for rigid objects with flat surfaces. However, vacuum-packed bags present a different situation. If the contents of the package are uneven, the suction cup may not achieve a stable contact surface. Problems also occur when the product is heavy and fluid or otherwise flexible: during lifting, the contents shift, one suction cup loses contact, and soon the entire product drops. The result is intermittent line operation and constant adjustments to keep production running smoothly.
No suitable gripper on the market — so we designed our own
The idea for the conveyor gripper emerged when we were searching for a solution for a customer whose production involved around 800 different products. A vacuum cup gripper worked for only part of the product range. The rest caused interruptions, forcing operators to frequently perform the step manually. The customer needed a universal gripper capable of handling all products reliably.
Since no suitable solution existed on the market, we decided to design one ourselves.
The mechanical design of the solution was led by Probot mechanical designer Janne Paaso.
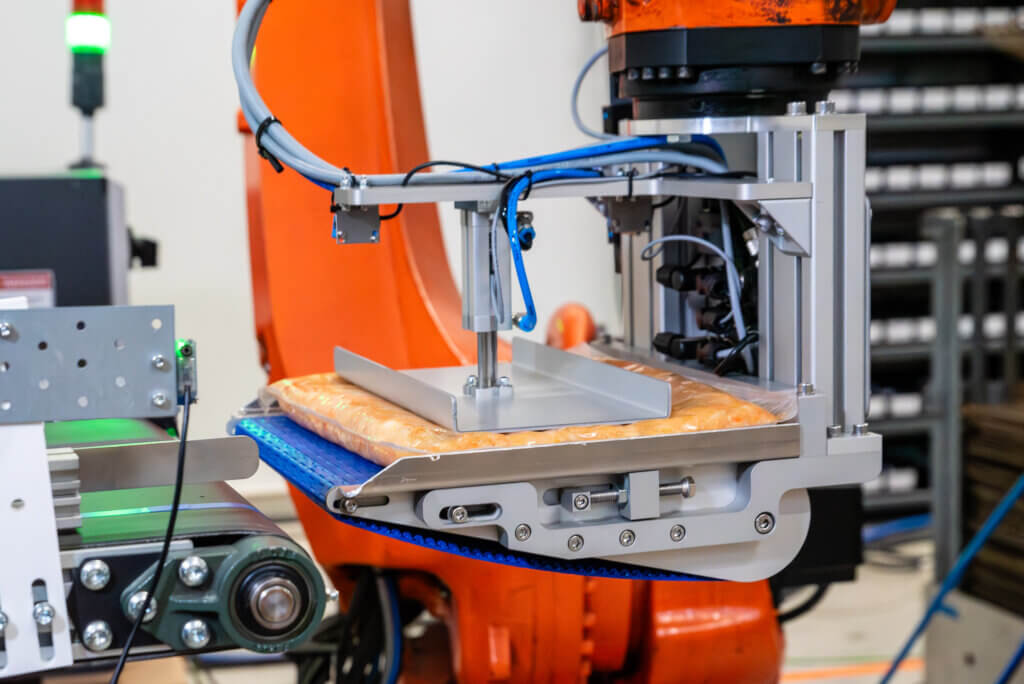
– A conveyor gripper operates on a different principle than a traditional vacuum gripper. Instead of lifting the product with suction, the product is transferred onto the gripper in a controlled manner, Janne explains.
The gripper contains a small conveyor that pulls the product onto the gripping surface. Once the product reaches the correct position, a cylinder locks it in place. Release happens by running the conveyor in the opposite direction. The key principle is simple: the gripper adapts to the product, not the other way around.
800 products and millimeter-level tolerances
The concept of a conveyor gripper sounds straightforward, but making it reliable enough for continuous industrial use required solving numerous design details. The biggest challenges were related to mechanical tolerances and software control.
– The biggest challenge was the extremely tight tolerances. The product had to land exactly in the right position. On the software side, the main difficulty was the large product variety, Janne says.
Different product types were assigned their own software parameters, including robot pick angles, drop-off heights, and conveyor speed. Importantly, the gripper itself does not require mechanical adjustment during product changeovers.
See the gripper in action
The video below shows how the conveyor gripper handles a vacuum-packed product in practice.
Five millimeters of clearance
One practical strength of the conveyor gripper is that products can be transferred directly from the line into a multi-level autoclave basket. In the customer’s case, products are packed extremely tightly in clusters of four bags. Only about one centimeter of empty space remains between individual bags.
– A vacuum gripper would fit into the basket more easily, so one part of the design process was ensuring that the conveyor gripper could still work within the tight packing arrangement, Janne notes.
The gripper is only five millimeters wider than the product, meaning every millimeter had to be carefully engineered. For example a valve was moved from the side of the gripper to the rear to reduce width by five millimeters. Several cable routing versions were tested before arriving at a design requiring only two cables connected to the robot.

It didn’t make the line faster, and that wasn’t the goal
The impact in the customer’s production environment was immediate. The manual packing step disappeared completely. The employee who previously handled the transfer task by hand was reassigned to other work.
– To be honest, the gripper doesn’t necessarily make the line faster. Its real value lies in reliability and in freeing people to focus on other tasks, Janne says.
Automation is often discussed purely in terms of efficiency. In practice, an equally important benefit is that people can focus on more meaningful and ergonomically sustainable work.
Where does a conveyor gripper work best?
A conveyor gripper is not a universal solution for every application, but it performs extremely well in certain scenarios.
Typical applications include:
- handling vacuum-packed products
- transferring soft or deformable packages
- products whose surfaces do not allow reliable vacuum gripping
- process steps where repeatability and consistency are critical
The gripper can be dimensioned according to production requirements. Width ranges from 100 to 1500 mm, and length starts from approximately 175 mm.
– The conveyor gripper can handle products up to about 10 kg, and with larger robots the capacity can reach up to 25 kg, Janne explains.
Learn more about the conveyor gripper on the Grippers page.
A robot is only as good as its gripper
In a robotic cell, attention often focuses on the robot itself. In practice, however, the success of automation often depends on the end effector. A robot is only as good as its gripper. If the gripper does not suit the product, the entire investment may end up underutilized.
That’s why at Probot we don’t start with a list of equipment. We start with the application. First we determine what products are being handled, production volumes, and where the step sits in the process. Only then do we select the right tool or design one if necessary.
Tell us about your product, we’ll propose the solution
If your production line includes a step where handling soft or irregular products causes disruptions, or where the work is still done manually, it’s worth evaluating the situation.
To assess whether this solution might fit your application, we initially need a few basic details:
- how wide the product variation is
- product dimensions and weight
- whether a robot is already available on the line
- whether the robot’s payload capacity is sufficient for both the gripper and the product
Provide us with this information, and we can evaluate whether a conveyor gripper or another solution would be a realistic option for your production.

Frequently Asked Questions about the Conveyor Gripper
Does the conveyor gripper require a dedicated robot, or can it work with an existing one?
The conveyor gripper can be installed on most industrial robots. The key requirement is that the robot’s payload capacity is sufficient for the combined weight of the gripper and the product. Suitability is evaluated case by case.
Can the same conveyor gripper handle different product sizes without mechanical adjustments?
Yes. Product changeovers are managed through software parameters. The gripper itself does not need to be modified even if product size or weight varies.
How does the conveyor gripper perform if the product is partially frozen or wet?
The conveyor gripper is not dependent on surface friction in the same way as a vacuum gripper. The impact of moisture or partial freezing is evaluated during the application design phase.
How much does the conveyor gripper weigh?
The weight depends on the dimensions of the gripper. Since weight directly affects the required robot size, it is one of the key parameters considered during the design phase.
When is a vacuum cup gripper not sufficient for vacuum-packed products?
Vacuum grippers work well for many vacuum-packed products. Problems typically arise in two situations:
- When the package surface becomes uneven due to its contents, preventing stable suction contact.
- When the product is heavy and fluid or otherwise flexible, causing the contents to shift during lifting and break the vacuum seal.
In these cases, a different gripping principle is required.
How quickly can a custom gripper be delivered?
Typical delivery time is 4–6 weeks from design to finished gripper.
How can I find out whether a conveyor gripper would work in our production?
Provide us with your product dimensions, weights, and product variation. Based on this information, we can evaluate the suitability of the solution.
Probot Oy – Specialist in Robotics.